長さ・幅
+/- 2.0 mm標準のシャー切断端。レーザー切断により、より厳しい公差にも対応可能です。

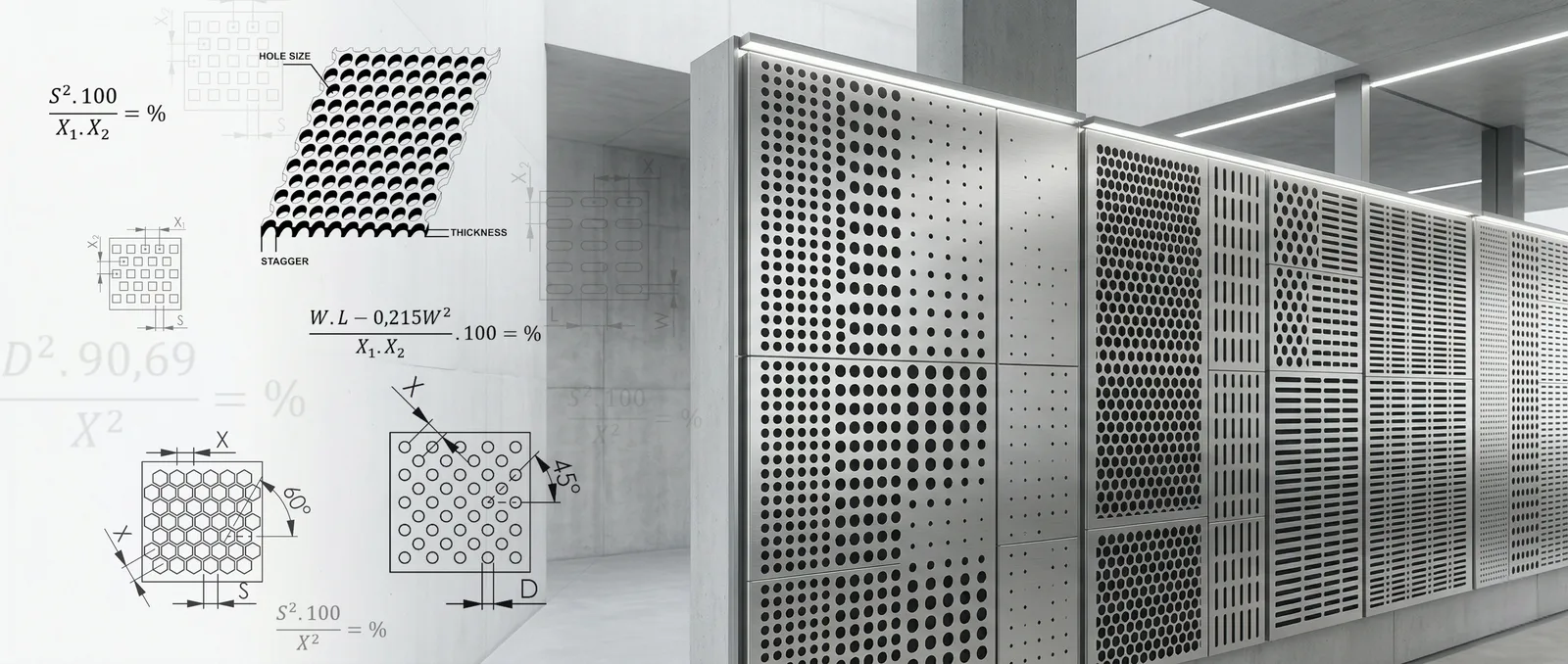
物理的な制約を理解することが、エンジニアリング成功への第一歩です。1:1ルールから、パンチングメタル設計を左右する余白公差まで、重要な製造パラメータを確認しましょう。
極端な圧縮応力によるパンチピンの破損を防ぐため、穴径は材料板厚と同等以上である必要があります。
穴径(3 mm)は、板厚2 mmのシートに対して十分です。パンチ工具は安全に動作します。
シートの境界を定義することは、構造強度、取り付け、意匠の整合性の観点で重要です。
マージンとは、シート端部に沿った無孔(非穿孔)領域です。標準マージンは通常、長手方向の両側で10~20 mmで、指定がない限り短手方向にはマージンを設けません。
仕上げ端部:パターンがきれいに止まり、均一な無孔の縁(ボーダー)を残します。意匠性が求められる建築用パネルに最適です。
特に指定がない限り、すべてのパンチング製品は以下の一般的な製造公差に準拠します。
標準のシャー切断端。レーザー切断により、より厳しい公差にも対応可能です。
標準的なミル材の公差に基づきます。
パターンの伸びおよびレベリング工程により変動します。
ローラーレベリングしたシートは、開口率によりわずかな反りが残る場合があります。
高速生産中のパンチピン破損により発生する場合があります。
| 項目 | 標準公差 | 備考 |
|---|---|---|
| 長さ・幅 | +/- 2.0 mm | 標準のシャー切断端。レーザー切断により、より厳しい公差にも対応可能です。 |
| 板厚 | +/- 10% | 標準的なミル材の公差に基づきます。 |
| マージン | +/- 3.0 mm | パターンの伸びおよびレベリング工程により変動します。 |
| 平坦度 | 一般商用規格 | ローラーレベリングしたシートは、開口率によりわずかな反りが残る場合があります。 |
| 欠穴 | 最大 10,000個あたり1個 | 高速生産中のパンチピン破損により発生する場合があります。 |
技術サポート、特注サンプル、工場直販の競争力ある価格について、当社エンジニアリングチームにご相談ください。
