Length & Width
+/- 2.0 mmStandard sheared edges. Tighter tolerances are available via laser cutting.

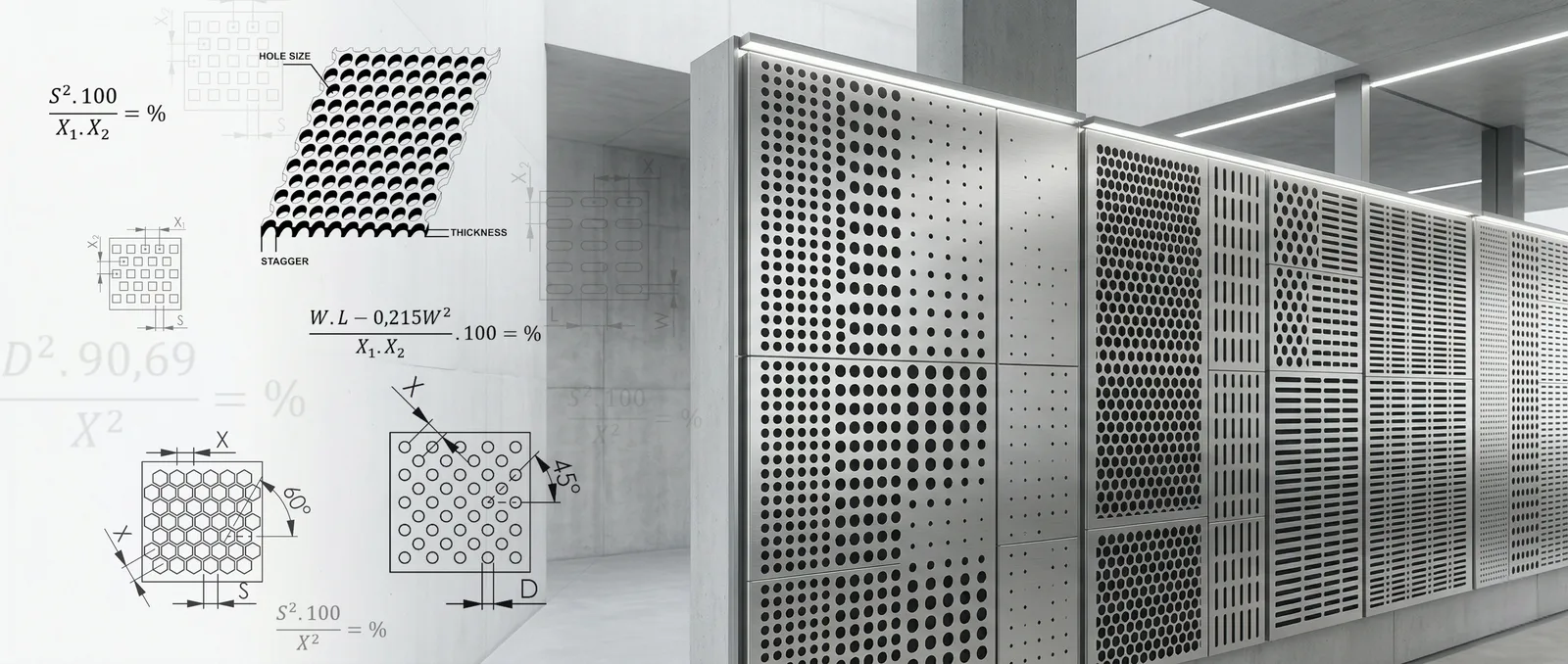
Understanding physical constraints is the first step to successful engineering. Explore the critical manufacturing parameters from the 1:1 rule to margin tolerances that dictate perforated metal design.
To prevent punch pins from breaking under extreme compressive stress, the hole diameter must be equal to or greater than the material thickness.
The hole diameter (3 mm) is sufficient for a 2 mm thick sheet. Punch tools will operate safely.
Defining sheet boundaries is critical for structural integrity, mounting, and aesthetic alignment.
Margins are unperforated areas along sheet edges. Standard margins are typically 10 mm to 20 mm on length sides, with no margin on width sides unless specified.
Finished Ends: The pattern stops cleanly and leaves a solid, uniform border. Ideal for visible architectural panels.
Unless otherwise specified, all perforated products follow these commercial manufacturing tolerances.
Standard sheared edges. Tighter tolerances are available via laser cutting.
Based on standard mill material tolerances.
Depends on pattern stretch and leveling process.
Roller-leveled sheets may retain slight bow depending on open area.
May occur due to punch pin breakage during high-speed production.
| Parameter | Standard Tolerance | Notes |
|---|---|---|
| Length & Width | +/- 2.0 mm | Standard sheared edges. Tighter tolerances are available via laser cutting. |
| Thickness | +/- 10% | Based on standard mill material tolerances. |
| Margins | +/- 3.0 mm | Depends on pattern stretch and leveling process. |
| Flatness | Commercial Standard | Roller-leveled sheets may retain slight bow depending on open area. |
| Missing Holes | Max 1 per 10,000 | May occur due to punch pin breakage during high-speed production. |
Connect with our engineering team for technical support, custom samples, and competitive factory-direct pricing.
