长度与宽度
+/- 2.0 mm标准剪切边。可通过激光切割实现更严公差。

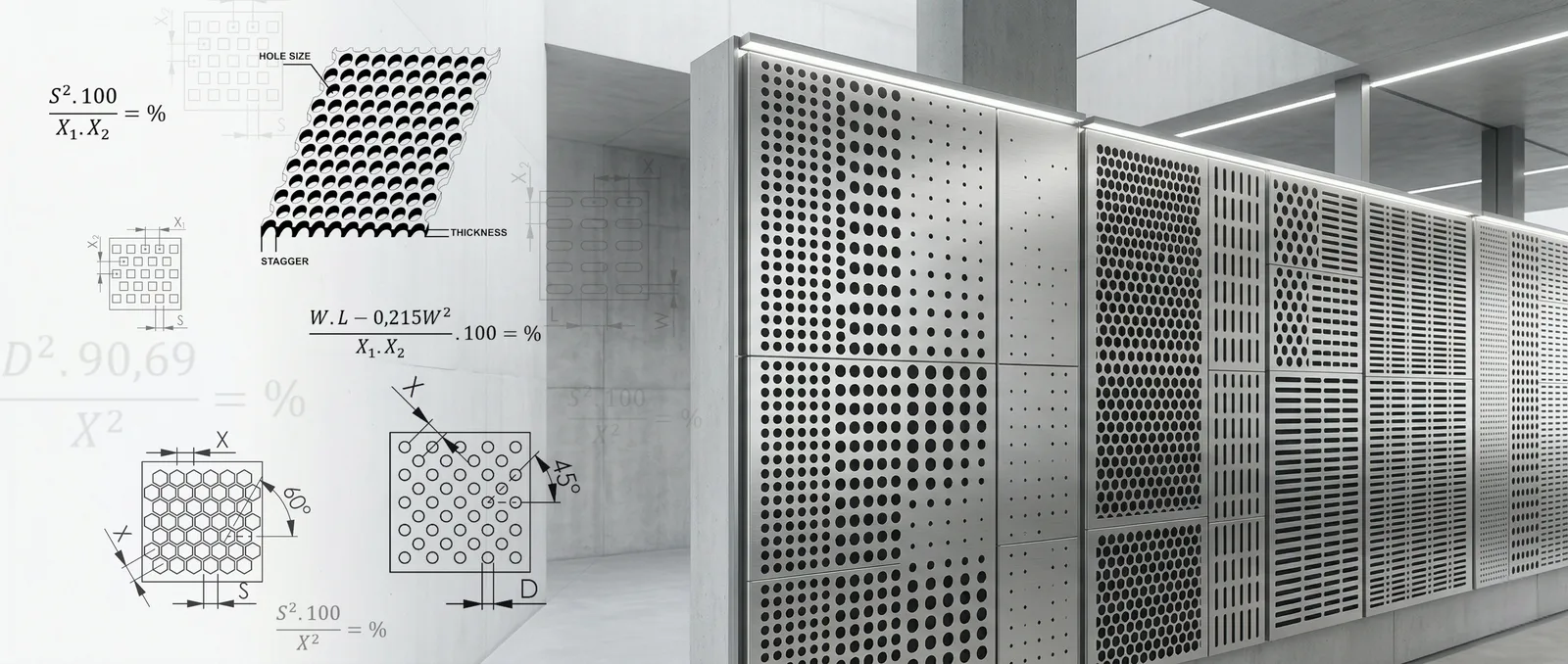
理解物理约束是成功工程设计的第一步。探索从 1:1 规则到边距公差等关键制造参数,它们决定了冲孔金属的设计可行性。
为防止冲针在极端压缩应力下断裂,孔径必须大于或等于材料厚度。
孔径(3 mm)足以用于厚度为 2 mm 的板材。冲孔模具可安全运行。
明确板材边界对于结构完整性、安装以及外观对齐至关重要。
边距是沿板材边缘的无孔区域。标准边距通常在长度方向两侧为 10 mm 至 20 mm;宽度方向两侧除非另有说明,一般不留边距。
齐边端部:孔型在端部整齐收口,并保留实心、均匀的边框。适用于可视的建筑装饰面板。
除非另有说明,所有冲孔产品均遵循以下商业制造公差。
标准剪切边。可通过激光切割实现更严公差。
基于钢厂/轧材的标准材料公差。
取决于孔型延伸(拉伸)及矫平工艺。
经辊压矫平的板材可能会因开孔率不同而保留轻微弓形。
在高速生产过程中,可能因冲针断裂而出现。
| 参数 | 标准公差 | 备注 |
|---|---|---|
| 长度与宽度 | +/- 2.0 mm | 标准剪切边。可通过激光切割实现更严公差。 |
| 厚度 | +/- 10% | 基于钢厂/轧材的标准材料公差。 |
| 边距 | +/- 3.0 mm | 取决于孔型延伸(拉伸)及矫平工艺。 |
| 平整度 | 商业标准 | 经辊压矫平的板材可能会因开孔率不同而保留轻微弓形。 |
| 缺孔 | 每 10,000 个最多 1 个 | 在高速生产过程中,可能因冲针断裂而出现。 |
联系我们的工程团队,获取技术支持、定制样品与工厂直供优惠报价。
