길이 및 폭
+/- 2.0 mm표준 전단(샤링) 절단 가장자리 기준. 레이저 절단으로 더 엄격한 공차 적용이 가능합니다.

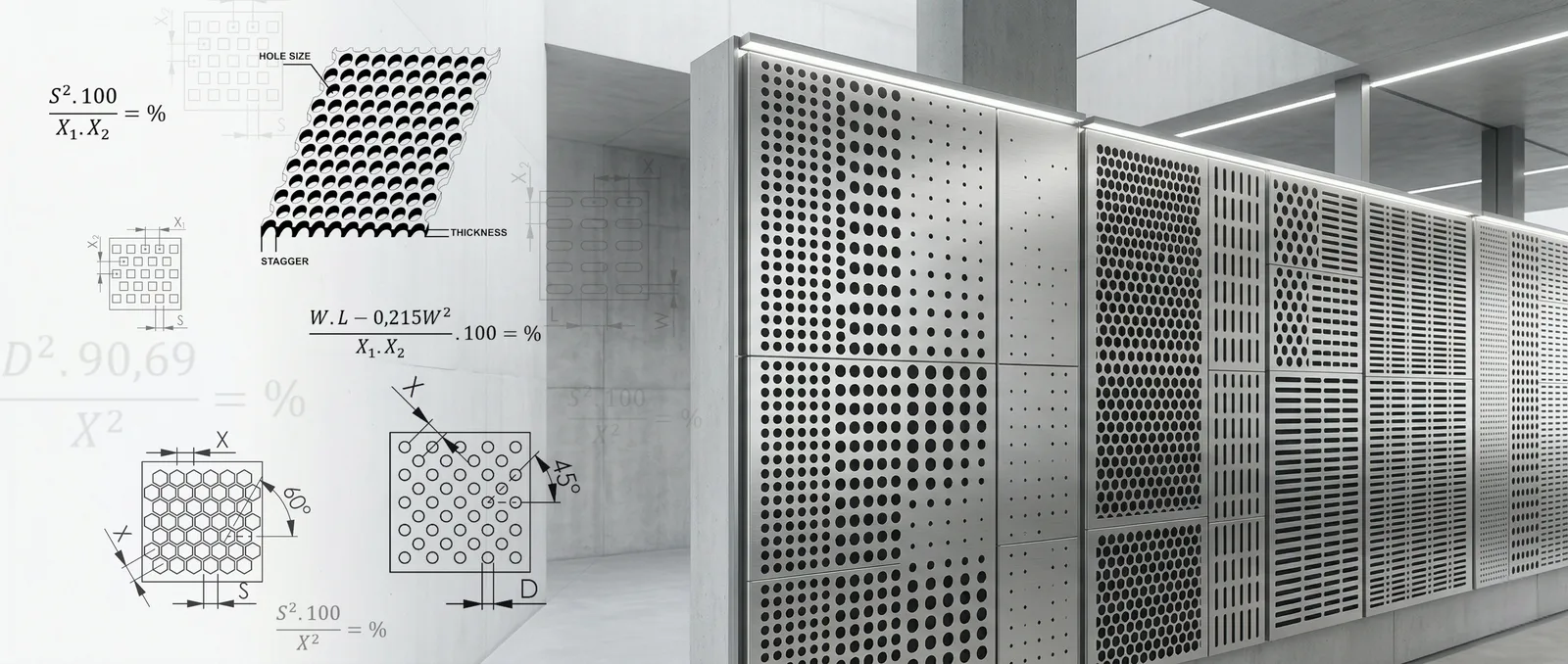
물리적 제약을 이해하는 것이 성공적인 엔지니어링의 첫걸음입니다. 1:1 규칙부터 타공 금속 설계를 좌우하는 여유(마진) 공차까지, 핵심 제조 파라미터를 살펴보세요.
극심한 압축 응력으로 펀치 핀이 파손되는 것을 방지하려면, 홀 직경은 소재 두께와 같거나 더 커야 합니다.
홀 직경(3 mm)은 두께 2 mm 판재에 충분합니다. 펀치 공구가 안전하게 작동합니다.
판재 경계를 정의하는 것은 구조적 강도, 체결, 그리고 미관 정렬에 매우 중요합니다.
마진은 판재 가장자리를 따라 타공하지 않는 영역입니다. 표준 마진은 일반적으로 길이 방향 측면에 10~20 mm이며, 별도 지정이 없는 한 폭 방향 측면에는 마진을 두지 않습니다.
마감 끝단: 패턴이 깔끔하게 종료되며, 견고하고 균일한 테두리를 남깁니다. 외부에 노출되는 건축용 패널에 적합합니다.
별도 지정이 없는 한, 모든 타공 제품은 다음의 상업용 제조 공차를 따릅니다.
표준 전단(샤링) 절단 가장자리 기준. 레이저 절단으로 더 엄격한 공차 적용이 가능합니다.
표준 밀 소재 공차 기준.
패턴 신장 및 레벨링 공정에 따라 달라집니다.
롤러 레벨링된 판재는 개공률에 따라 약간의 휨이 남을 수 있습니다.
고속 생산 중 펀치 핀 파손으로 발생할 수 있습니다.
| 항목 | 표준 공차 | 비고 |
|---|---|---|
| 길이 및 폭 | +/- 2.0 mm | 표준 전단(샤링) 절단 가장자리 기준. 레이저 절단으로 더 엄격한 공차 적용이 가능합니다. |
| 두께 | +/- 10% | 표준 밀 소재 공차 기준. |
| 마진 | +/- 3.0 mm | 패턴 신장 및 레벨링 공정에 따라 달라집니다. |
| 평탄도 | 상업용 표준 | 롤러 레벨링된 판재는 개공률에 따라 약간의 휨이 남을 수 있습니다. |
| 누락 타공 | 최대 10,000개당 1개 | 고속 생산 중 펀치 핀 파손으로 발생할 수 있습니다. |
기술 지원, 맞춤 샘플, 경쟁력 있는 공장 직거래 가격이 필요하시면 엔지니어링 팀에 문의하세요.
