Lunghezza e larghezza
+/- 2,0 mmBordi standard da cesoiatura. Tolleranze più strette disponibili tramite taglio laser.

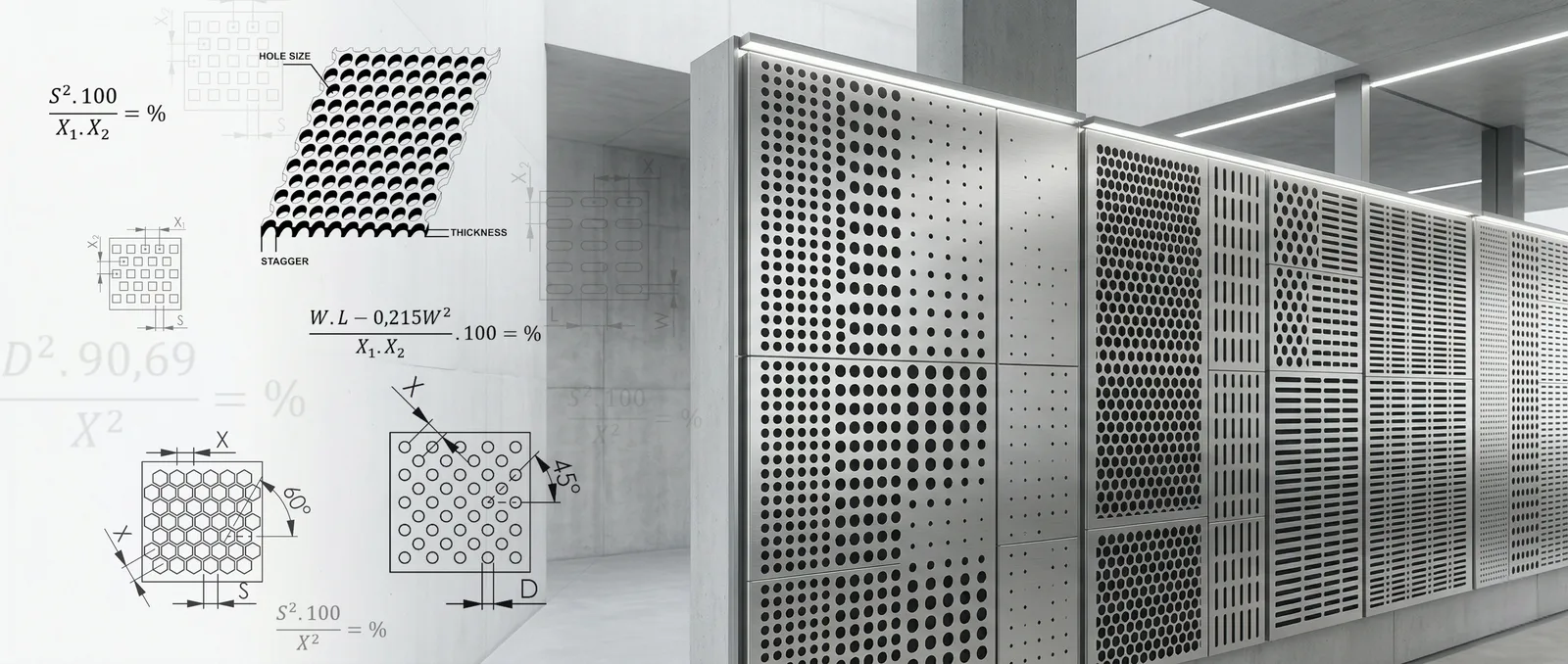
Comprendere i vincoli fisici è il primo passo per un’ingegnerizzazione di successo. Esplora i parametri di produzione critici, dalla regola 1:1 alle tolleranze sui margini che determinano la progettazione della lamiera perforata.
Per evitare la rottura dei punzoni sotto stress di compressione estremo, il diametro del foro deve essere uguale o superiore allo spessore del materiale.
Il diametro del foro (3 mm) è sufficiente per una lamiera di 2 mm. Gli utensili di punzonatura opereranno in sicurezza.
Definire i bordi della lamiera è fondamentale per l’integrità strutturale, il montaggio e l’allineamento estetico.
I margini sono aree non perforate lungo i bordi della lamiera. I margini standard sono in genere da 10 mm a 20 mm sui lati di lunghezza, senza margine sui lati di larghezza salvo diversa indicazione.
Estremità rifinite: il pattern si interrompe in modo pulito e lascia un bordo pieno e uniforme. Ideale per pannelli architettonici a vista.
Salvo diversa indicazione, tutti i prodotti perforati rispettano queste tolleranze di produzione commerciali.
Bordi standard da cesoiatura. Tolleranze più strette disponibili tramite taglio laser.
In base alle tolleranze standard del materiale di laminazione.
Dipende dall’allungamento del disegno e dal processo di spianatura.
Le lamiere spianate a rulli possono mantenere una lieve curvatura in funzione dell’area aperta.
Può verificarsi a causa della rottura dei punzoni durante la produzione ad alta velocità.
| Parametro | Tolleranza standard | Note |
|---|---|---|
| Lunghezza e larghezza | +/- 2,0 mm | Bordi standard da cesoiatura. Tolleranze più strette disponibili tramite taglio laser. |
| Spessore | +/- 10% | In base alle tolleranze standard del materiale di laminazione. |
| Margini | +/- 3,0 mm | Dipende dall’allungamento del disegno e dal processo di spianatura. |
| Planarità | Standard commerciale | Le lamiere spianate a rulli possono mantenere una lieve curvatura in funzione dell’area aperta. |
| Fori mancanti | Max 1 ogni 10.000 | Può verificarsi a causa della rottura dei punzoni durante la produzione ad alta velocità. |
Contatta il nostro team di ingegneria per supporto tecnico, campioni personalizzati e prezzi competitivi direttamente dalla fabbrica.
