Longueur et largeur
+/- 2.0 mmBords cisaillés standard. Des tolérances plus serrées sont disponibles via la découpe laser.

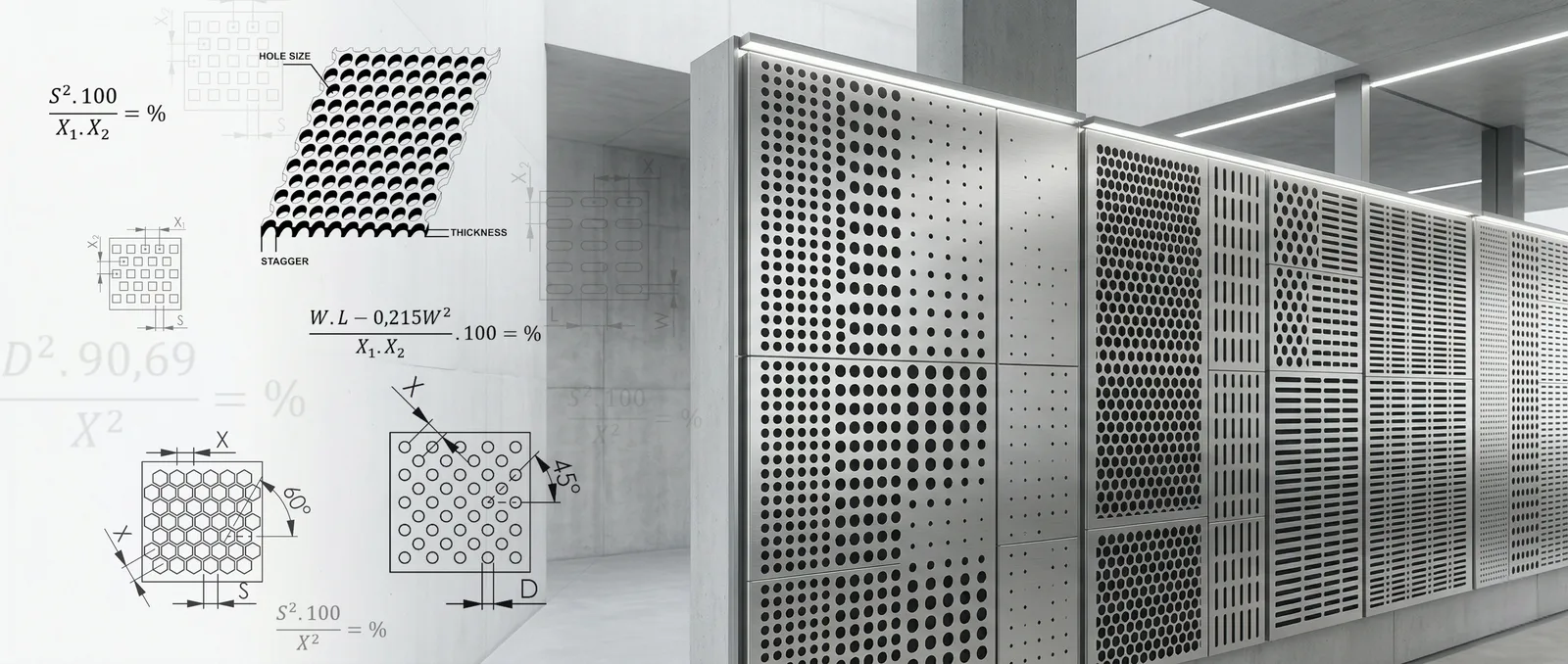
Comprendre les contraintes physiques est la première étape vers une ingénierie réussie. Explorez les paramètres de fabrication critiques, de la règle 1:1 aux tolérances de marge qui régissent la conception du métal perforé.
Pour éviter la rupture des poinçons sous une contrainte de compression extrême, le diamètre des trous doit être égal ou supérieur à l’épaisseur du matériau.
Le diamètre du trou (3 mm) est suffisant pour une tôle de 2 mm d’épaisseur. Les outils de poinçonnage fonctionneront en toute sécurité.
La définition des limites de la tôle est essentielle pour l’intégrité structurelle, la fixation et l’alignement esthétique.
Les marges sont des zones non perforées le long des bords de la tôle. Les marges standard sont généralement de 10 mm à 20 mm sur les côtés de longueur, sans marge sur les côtés de largeur sauf indication contraire.
Extrémités finies : le motif s’arrête proprement et laisse une bordure pleine et uniforme. Idéal pour des panneaux architecturaux visibles.
Sauf indication contraire, tous les produits perforés respectent ces tolérances de fabrication commerciales.
Bords cisaillés standard. Des tolérances plus serrées sont disponibles via la découpe laser.
Basé sur les tolérances standard des matériaux de laminoir.
Dépend de l’étirement du motif et du procédé de planage.
Les tôles planées aux rouleaux peuvent conserver une légère flèche selon le taux de vide.
Peut survenir en raison de la rupture d’un poinçon lors d’une production à grande vitesse.
| Paramètre | Tolérance standard | Remarques |
|---|---|---|
| Longueur et largeur | +/- 2.0 mm | Bords cisaillés standard. Des tolérances plus serrées sont disponibles via la découpe laser. |
| Épaisseur | +/- 10% | Basé sur les tolérances standard des matériaux de laminoir. |
| Marges | +/- 3.0 mm | Dépend de l’étirement du motif et du procédé de planage. |
| Planéité | Standard commercial | Les tôles planées aux rouleaux peuvent conserver une légère flèche selon le taux de vide. |
| Perforations manquantes | Max. 1 pour 10 000 | Peut survenir en raison de la rupture d’un poinçon lors d’une production à grande vitesse. |
Contactez notre équipe d’ingénierie pour un support technique, des échantillons sur mesure et des prix compétitifs en direct usine.
